
Nulle part ailleurs, le savoir-faire des fondeurs et la nouvelle pensée en matière de conception ne se rencontrent de manière aussi aiguë que lors de la conception du moule en sable pour l’imprimante 3D. Ici, chez CASTFAST, nous travaillons en étroite collaboration avec nos fonderies de moulage pour nous assurer que le moule est parfait du premier coup, quel que soit l’endroit où il est imprimé, et que le moulage se déroule exactement comme les fondeurs l’ont imaginé.
D’une part, le moule doit pouvoir se comporter et être manipulé exactement de la même manière que s’il avait été fabriqué à la main, mais d’autre part, pour l’impression et le transport, il faut tout de même tenir compte des différences de fabrication du moule.
Pour ce faire, nous fournissons aux fonderies des directives et des règles – générales et spécifiques aux pièces de fonderie. Voici un bref aperçu de ce que les fonderies peuvent attendre. Dans l’imprimerie de journaux, cela s’appelle le prépresse – tout ce qui doit se passer avant l’impression proprement dite. Voici à quoi ressemble le prépresse chez CASTFAST :
L’équipe CASTFAST fournit le modèle 3D de la pièce moulée pour la conception du moule en sable, ainsi qu’un document contenant des informations générales sur le moule – telles que la taille maximale, les tolérances, le marquage, l’emplacement des trous de transport – et des conseils de conception. La fonderie ajoute ensuite la technique de coulée au modèle 3D de la pièce en tant que modèle positif : Le système d’entrée, les filtres, les masselottes, les fers de refroidissement et les marques de noyau sont également appliqués par la fonderie.
Pour les dimensions des filtres, des masselottes et des dissipateurs, nous donnons une une tolérance de 1 mm à ajouter. Les chanfreins de la pièce moulée sont inclus dans les données 3D et, grâce au procédé d’impression 3D en sable n’ont aucune influence sur la conception du moule en sable.
 Le dessin 3D contient en outre déjà les surépaisseurs d’usinage (chez nous, elles sont marquées en bleu). Les dimensions maximales et l’épaisseur minimale de la paroi du moule sont indiquées dans nos directives de conception pour les fonderies. Cela donne le « carré de sable » auquel le modèle 3D de la pièce brute est soustrait avec la technique de coulée pour obtenir le dessin 3D du moule final. Presque comme avec un modèle traditionnel. Mais virtuellement.
Le dessin 3D contient en outre déjà les surépaisseurs d’usinage (chez nous, elles sont marquées en bleu). Les dimensions maximales et l’épaisseur minimale de la paroi du moule sont indiquées dans nos directives de conception pour les fonderies. Cela donne le « carré de sable » auquel le modèle 3D de la pièce brute est soustrait avec la technique de coulée pour obtenir le dessin 3D du moule final. Presque comme avec un modèle traditionnel. Mais virtuellement.
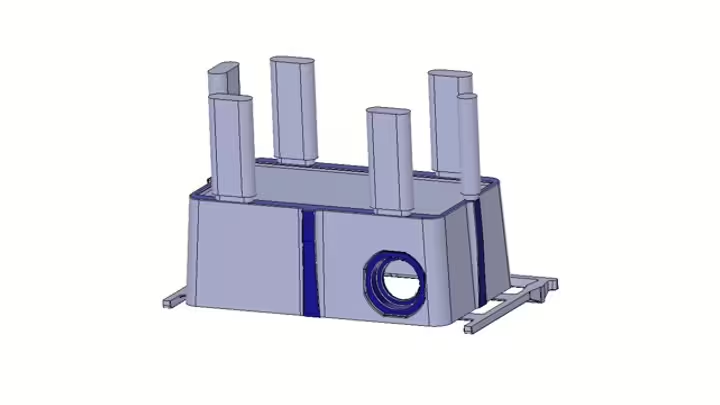
Pour le modèle 3D positif, la pièce coulée doit reposer directement sur l’entrée, les fers de refroidissement sont également placés directement contre la pièce coulée. Les supports positifs des masselottes doivent être placés à fleur de la pièce moulée.
Lors de la conception des masselottes « virtuelles », il convient de noter que pour la construction du moule en sable, une cale d’épaisseur légèrement plus grande est utilisée pour la masselotte, afin que la vraie masselotte puisse être mise en place à la main par la suite. Ce n’est que dans la partie inférieure que l’espaceur a les dimensions réelles de la masselotte, afin qu’il soit bien ajusté. Cela peut être facilement réalisé en prenant le fichier 3D du mors et en prolongeant la partie supérieure vers le haut.
Nous avons besoin du fichier d’impression au format .step selon la norme ISO 214. Tous les objets (technique de coulée, noyaux, pièces moulées) doivent être fournis dans un seul fichier. Afin de garantir un haut degré d’automatisation du traitement de la commande, nous vous demandons en outre d’uniformiser les noms de fichiers (plus d’informations à ce sujet dans nos documents de commande).
Les trous de transport et de guidage doivent généralement être réalisés avec un diamètre de 31 mm, en respectant l’épaisseur minimale de paroi spécifiée. Les 31 mm sont une valeur empirique – beaucoup de nos fonderies clientes et fournisseurs utilisent des barres de 24-30 mm de diamètre, donc 31 mm convient toujours. Les fonderies peuvent adapter cela à leurs propres besoins.
Enfin, tous les segments de la forme doivent être identifiés par un texte selon le schéma fourni dans les documents de la commande.
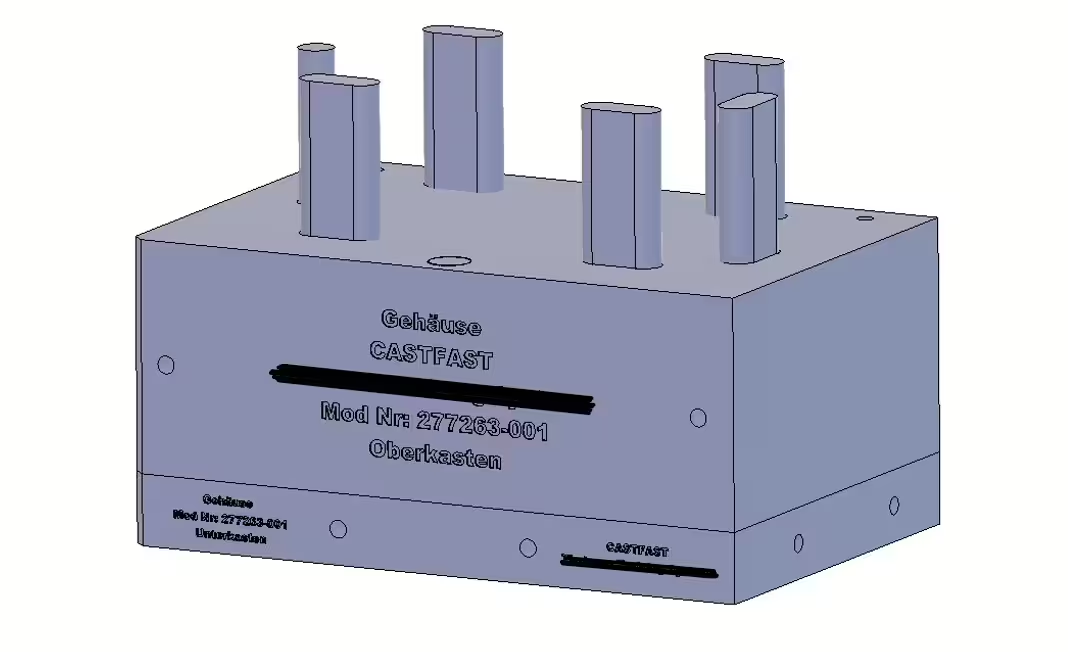
Et c’est le prépresse façon CASTFAST. Ainsi, le fichier peut être envoyé directement à l’imprimante (ne vous inquiétez pas, nous le vérifions avant), le moule en sable peut être imprimé et livré à la fonderie pour le moulage. Et si les fondeurs ne parviennent à mettre la technique de coulée sur papier qu’à partir d’un dessin 2D, nous nous chargeons volontiers de la création du fichier d’impression.
Envie de moules en sable plus rapides ou plus complexes ? Il vous suffit de commander ici. Nous imprimons, les fondeurs coulent.

