
L’esperienza delle fonderie e il pensiero del nuovo design non si incontrano più di tanto quando si progetta lo stampo in sabbia per la stampante 3D. Qui a CASTFAST lavoriamo a stretto contatto con le nostre fonderie per garantire che lo stampo sia perfetto al primo tentativo, indipendentemente dal luogo in cui viene stampato, e che la colata funzioni esattamente come l’ha immaginata il fonditore.
Da un lato, lo stampo deve essere in grado di comportarsi e di essere maneggiato esattamente come se fosse stato prodotto a mano, ma dall’altro, le differenze nei dettagli della produzione dello stampo devono essere prese in considerazione per la stampa e il trasporto.
A tal fine, forniamo alle fonderie linee guida e regole, sia generali che specifiche per la colata. Qui di seguito mostriamo brevemente cosa possono aspettarsi le fonderie. Nella stampa di giornali, questo significa pre-stampa – tutto ciò che deve accadere prima della stampa vera e propria. Ecco come si presenta la fase di pre-stampa a CASTFAST:
Il team CASTFAST fornisce il modello 3D della colata per la progettazione dello stampo in sabbia, oltre a un documento con i dati chiave generali sullo stampo – come le dimensioni massime, le tolleranze, l’etichettatura, il fissaggio dei fori di trasporto – e i suggerimenti per la progettazione. La fonderia aggiunge poi la tecnologia di colata al modello 3D della colata come modello positivo: La fonderia applica anche il sistema di chiusura, i filtri, le alzate, i ferri di raffreddamento e le marcature dell’anima.
Per quanto riguarda le dimensioni di filtri, alimentatori e dissipatori di calore, ti forniamo un tolleranza di 1 mm da aggiungere. Le smussature della colata sono incluse nei dati 3D e, grazie al processo di processo di stampa 3D della sabbia non hanno alcuna influenza sulla progettazione dello stampo in sabbia.
 Il disegno 3D contiene anche i margini di lavorazione (nel nostro caso sono segnati in blu). Nelle nostre linee guida di progettazione forniamo alle fonderie le dimensioni massime e lo spessore minimo delle pareti dello stampo. Si ottiene così il "cubo di sabbia", dal quale viene sottratto il modello 3D del pezzo grezzo insieme alla tecnica di fusione per ottenere il disegno 3D dello stampo finale. Quasi come un modello tradizionale. Solo che è virtuale.
Il disegno 3D contiene anche i margini di lavorazione (nel nostro caso sono segnati in blu). Nelle nostre linee guida di progettazione forniamo alle fonderie le dimensioni massime e lo spessore minimo delle pareti dello stampo. Si ottiene così il "cubo di sabbia", dal quale viene sottratto il modello 3D del pezzo grezzo insieme alla tecnica di fusione per ottenere il disegno 3D dello stampo finale. Quasi come un modello tradizionale. Solo che è virtuale.
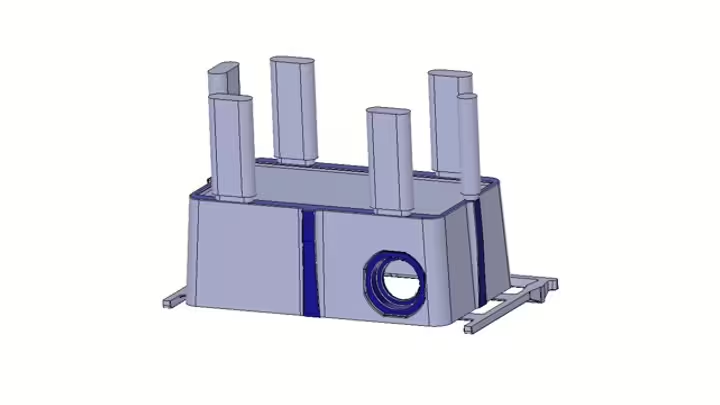
Per il modello 3D positivo, il getto deve essere posizionato direttamente sul cancello; anche i ferri di raffreddamento sono posizionati direttamente sul getto. A loro volta, i segnaposto positivi per le alzate devono essere posizionati a filo della colata.
Quando si progetta la mangiatoia "virtuale", è importante notare che per la costruzione dello stampo di sabbia viene utilizzato un segnaposto leggermente più grande della mangiatoia, in modo che la mangiatoia reale possa essere facilmente inserita a mano in un secondo momento. Il segnaposto ha solo le dimensioni reali dell’alzata nell’area inferiore, in modo che si adatti perfettamente a questa zona. Questo può essere facilmente realizzato prendendo il file 3D della mangiatoia e allungando la metà superiore verso l’alto.
Richiediamo il file di stampa in formato .step in conformità con la norma ISO 214. Tutti gli oggetti (tecnologia di fusione, anime, parti stampate) devono essere forniti in un unico file. Per garantire un elevato grado di automazione nell’elaborazione degli ordini, richiediamo anche nomi di file standardizzati (per maggiori informazioni, consulta i nostri documenti d’ordine).
I fori di trasporto e di guida devono essere generalmente realizzati con un diametro di 31 mm, mantenendo lo spessore minimo della parete specificato. I 31 mm sono un valore empirico: molte fonderie nostre clienti e fornitori utilizzano barre con un diametro di 24-30 mm, per questo motivo i 31 mm vanno sempre bene. Le fonderie possono adattare questo valore alle proprie esigenze.
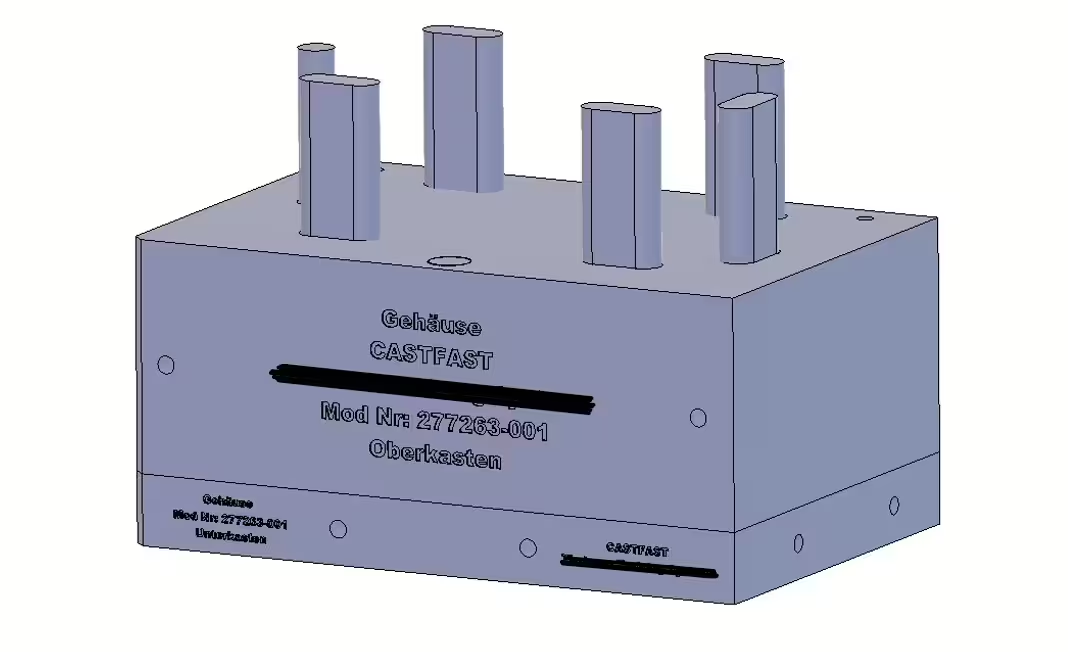
Infine, ma non meno importante, tutti i segmenti dello stampo devono essere etichettati con un testo secondo lo schema fornito nei documenti dell’ordine.
Questa è la fase di pre-stampa in stile CASTFAST. Ciò significa che il file può andare direttamente alla tipografia (non preoccuparti, lo controlliamo prima), lo stampo in sabbia può essere stampato e consegnato alla fonderia per la colata. E se la fonderia può ottenere la tecnica di fusione solo su carta dal disegno 2D, saremo lieti di creare il file di stampa.
Vuoi stampi di sabbia più veloci o più complessi? Basta ordinare qui. Noi stampiamo, i fonditori fondono.

